



























超硬チップの金型研磨
工具製造業向け
GPAINNOVAのクライアントは、高品質の超硬チップの設計と製造を専門とする企業です。
超硬インサート金型の研磨は、資源を大量に消費する作業であり、手作業による研磨に頼っているため、何時間もかかり、満足のいく結果が得られないことが多い。 GPAINNOVAに連絡する前、顧客は超硬ダイスを自動的に研磨する代替プロセスを持っていませんでした。 熟練した研磨職人は通常、1本あたり約8時間を費やし、おおよそのコストは300ユーロである。
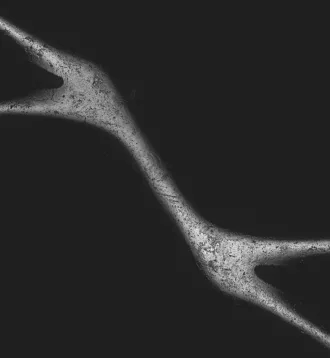
顧客の以前の機械的な表面仕上げ工程は、タングステンカーバイドの硬度のため研磨に効果がなく、エッジの丸みを制御できませんでした。 化学的、電気化学的プロセスが腐食を引き起こし、浸出として知られる反応でコバルトを放出し、その結果、使用中に結合金属が失われ、構造崩壊を引き起こした。 下の写真の黒い部分は、表面仕上げの過程でコバルト・バインダーが腐食して除去されたスペースである。
同社は、超硬インサート金型の表面仕上げを自動化することで、再現性と品質を向上させ、製造コストを削減できると考えた。 報告されているように、この顧客は手作業で研磨を行い、1個あたり平均8時間を費やした。

このお客様は、生産能力を向上させ、品質を高め、超硬インサート金型の研磨コストを削減する方法を模索していました。 お客様は、表面仕上げによって、より高い品質と長い工具ライフサイクルを達成することを目指していました。
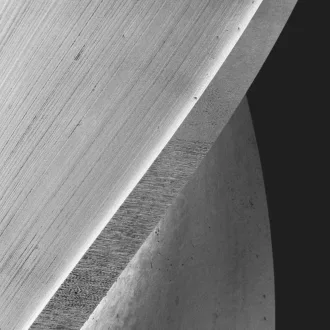
表面仕上げ工程の目標は、エッジに影響を与えることなく、粗さを大幅に低減して輝度を高め、Ra目標0.01ミクロン(0.4マイクロインチ)以下の鏡面仕上げを達成することだった。
GPAINNOVAは、元の半径を維持しながら、表面粗さを低減するためにインサート金型を高光沢に研磨するなど、表面に関する望ましい技術仕様を達成しました。 パーツの完全性を保つため、エッジを保護する保護カバーとともに電解液に浸される。 DryLyte技術のさらなる利点は、作品上のアートワークを変更しない必要がある場合、機械的なマスキングを簡単に適用し、プロセス完了後に取り除くことができることである。
しかし、主なメリットはコストと時間の削減にある。 従来の手作業による研磨工程は、1サイクルあたり約8時間を要していたが、DLyte工程に置き換えることに成功し、わずか92分で作業が完了した。

増産について、以前と現在の1個あたりのコスト比較について、あるいはDLyteが貴社のビジネスをどのように後押しできるかについて、ご興味はありませんか? 今すぐ無料ケーススタディをダウンロード!

01. 溶出効果なし
02. ジオメトリと公差を保持し、ピース全体で均質な結果を得る
03. クラス最高の表面粗さ(Ra0.01μm以下)
04. 電解液の寿命内で、異なるロット間で安定した結果
05. 処理部品の長寿命化
01. フットプリントの削減
02. 時間とコストの削減
03. プロセスおよびメンテナンス中の作業員の被ばく
04. メディアの取り扱いと保管
05. 多段階の工程が不要
06. 簡単なゴミ処理


ニュースレターを購読して、金属表面仕上げの世界における最新の技術革新を常に把握してください。