



























超硬エンドミルの刃付けと表面平滑化
工具製造業向け
GPAINNOVAのクライアントは、ヨーロッパに拠点を置く、高品質の切削工具の設計と製造を専門とする企業です。
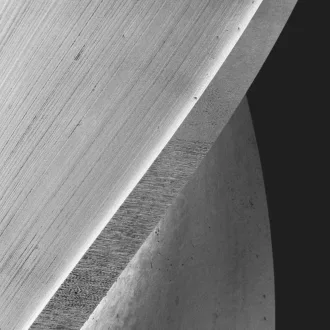
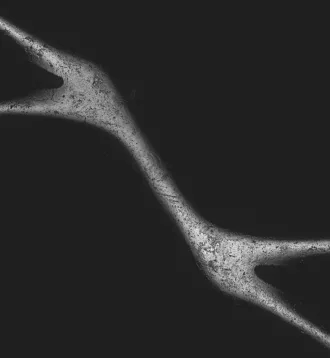
顧客によると、以前の機械的表面仕上げ工程では、炭化タングステンの研磨には効果がなかったという。 その結果、表面品質を向上させようとすると、エッジの丸みが制御できなくなった。 一方、化学的・電気化学的プロセスは、材料を腐食させ、コバルトのバインダーを溶出として知られる反応で放出させる。 その結果、バインダー・メタルが失われ、使用中に構造が崩壊してしまった。 提供された写真で、黒い部分は、表面仕上げ工程による腐食のためにコバルト・バインダーが除去された空所を表している。
これらの問題に対処するため、同社はエンドミルの表面仕上げを自動化し、再現性と品質を向上させ、製造コストを削減する必要性を認識しました。
GPAINNOVAのソリューションを採用する前、この顧客はドラッグ仕上げでエッジを丸め、機械研磨仕上げでエッジを磨いていた。 しかし、このプロセスは短時間で作品に攻撃的な力を加えるため、メディアの寿命内に一貫性のない結果をもたらすことになった。 望ましい結果を維持するためには、メディアを部分的に交換する継続的なモニタリングが必要だった。 さらに、この資源集約的な手順は、品質を保証するために人の介入に大きく依存しており、その結果、高いスクラップ率が発生していた。

お客様は、生産能力の向上、刃先の均質化、品質の向上、表面仕上げエンドミルのコスト削減の方法を模索していました。 主な目標は、より高い品質と長いライフサイクルを実現するために、工具を表面処理することだった。
具体的な目標は、最大半径10μm(394マイクロインチ)の精密な刃先制御丸め加工と、0.16μm(6マイクロインチ)のSa目標に達するフルートの一定の粗さ低減を達成することであった。 さらに、最終製品にさらなる付加価値を与えるような、道具の美観を高めたいという願望もあった。
GPAINNOVAは、総工程時間とコストの両方を最小限に抑えながら、表面の望ましい技術仕様を達成するために様々なテストを実施した。
DryLyte技術により、お客様はドラッグ仕上げ工程の一貫性のなさを、自動化された表面仕上げ工程に置き換えることに成功しました。 DLyteは、制御された均一な刃先丸み付けとフルート平滑加工を行い、コバルトの溶出を伴わずに、1サイクルあたり最大48個の加工を行います。
増産について、以前と現在の1個あたりのコスト比較について、あるいはDLyteが貴社のビジネスをどのように後押しできるかについて、ご興味はありませんか? 今すぐ無料ケーススタディをダウンロード!


01. 制御された丸み(半径10μmまで)と表面の完全性
02. 溶出効果なし
03. ジオメトリと公差を保持し、ピース全体で均質な結果を得ることができます
04. クラス最高の表面粗さ(Sa0.16μm以下)
05. 電解液の寿命内で、異なるロット間で安定した結果
01. フットプリントの削減
02. 時間とコストの削減
03. プロセスおよびメンテナンス中の作業員の被ばく
04. メディアの取り扱いと保管
05. 多段階の工程が不要
06. 簡単なゴミ処理


ニュースレターを購読して、金属表面仕上げの世界における最新の技術革新を常に把握してください。